Large-Scale Production to Intricate Assemblies
COMMERCIAL • INDUSTRIAL • STRUCTURAL
Contract welding jobs & production runs for various sized parts.
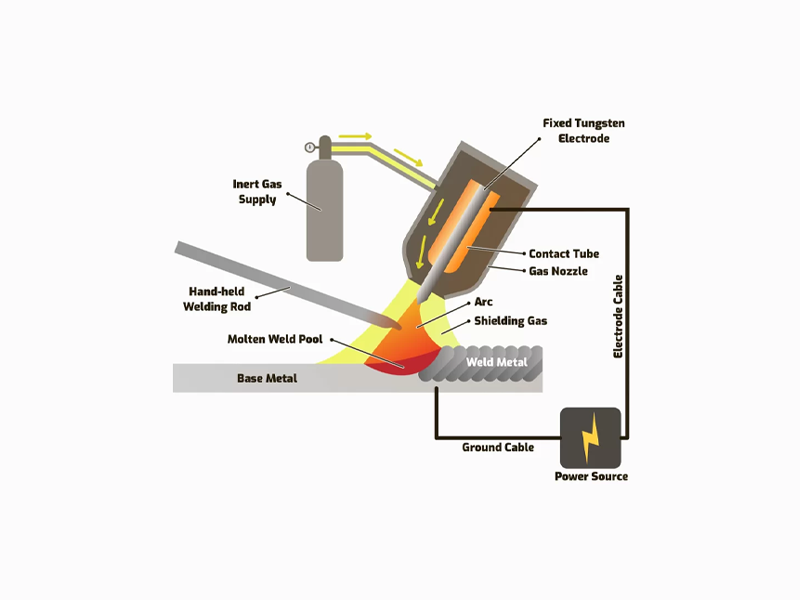
Our certified welders provide a wide variety of metal welding processes to meet the needs and requirements of any steel or aluminum welding job. They will help you choose the right technique based the type of materials being welded, the thickness of the materials and the project requirements.
Welding Capabilities
Each technique has its own strengths and weaknesses, and the choice of technique will depend on the type of materials being welded, the thickness of the materials, and the specific requirements of the project.
Click on a capability below to view more about each process.